
摘要 随着 SF6 设备的大规模应用,变电站内发生 SF6 气体渗漏的设备逐渐增多,为消除这一缺陷,常规的停电解体检修模式存在停电难、处理成本高等问题。因此,研究带电、带压堵漏技术,与停电检修模式相结合,对解决 SF6 设备渗漏问题有重要意义。本文根据“先疏后堵”的思路,以连接 SF6 压力表的三通阀接头处渗漏为案例,对带电、带压封堵流程详细描述,通过这一案例,为专业人员提供一种新的堵漏技术,在石油、化工、煤炭等领域得到推广,并应用于充气设备渗漏的带压封堵。
SF6 具有优异的绝缘和灭弧性能,在电力系统中被广泛应用,但为了保证设备内 SF6 气体的绝缘和灭弧性能,电气设备内部气室需要保持 0.3~0.7MPa的压力。按照《DL/T 603—2016 SF6 设备运行和维护规程》要求,SF6 设备的年渗漏率应不大于 0.5%,部分厂家由于制造、安装等质量差异以及材料老化等因素[1-2],无法满足要求,导致变电站内 SF6 设备出现了大范围渗漏现象。
SF6 气体渗漏会对设备运行造成危害。目前大量电力设备管辖单位都采用停电解体检修模式,但存在停电难、处理成本高等问题,为避免大范围停电,很多公司提出带电、带压堵漏的方案,但操作人员水平参差不齐,技术工艺不良,堵漏效果欠佳。因此有必要对该项技术深入研究,攻克技术难题。下面将以三通阀接头处渗漏为案例,对堵漏技术的带电、带压封堵流程进行详细描述。
1 方案确定
SF6 设备气体回路的各个衔接部位是常见的渗漏点,通常出现这一情况后,应尝试用扳手拧紧,确定该处渗漏点无法消除。
本文描述的三通阀为 500kV 断路器气室与 SF6压力表的衔接器件,直通断路器内部气室,为保障线路负荷,短期内不具备停电解体检修条件。经过确认,无法通过其他手段进行消除,因此,带电、带压封堵为惟一#佳方案。SF6 设备内气体有 3~7个大气压,封堵胶要实现封堵需有一段固化时间,因此不能采取直接封堵的办法,本文提出了“先疏后堵”的思路[3-4]。通过先疏导,使气体从导流装置漏气,保持漏点不发生转移,为其他可能转移的渗漏部位封堵胶固化提供时间,#终封堵导流点,下文通过案例描述。
2 堵漏流程
1)渗漏点查找
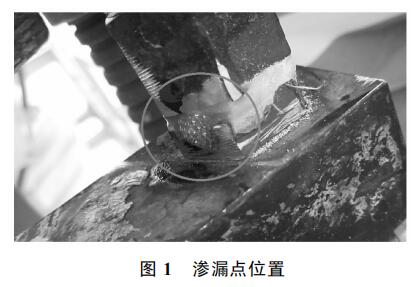
用红外检漏仪可以快速捕捉 SF6渗漏位置[5-6],再用肥皂泡精que定位,查找过程中应全面,避免遗漏渗漏点,如图 1 所示。
2)导流方案制定
根据漏点位置,制定导流方案,确定所需导流管的数量。有多处渗漏点的同一气室,留出#大渗漏点,其他渗漏点施加微小压力即可使漏点转移至
#大渗漏点,未固化的封堵胶即可实现,因此原则上不同漏点但属于同一连通气室,只进行一处导流。同时确定封堵面,气体导流点封闭后,由于压力增大,渗漏点可能转移,对可能出现的渗漏转移部位都需提前进行封堵。该三通阀接头只有一个渗漏点,因此只进行一处导流,其#佳导流位置即图 1 中所示渗漏点。
3)待堵漏表面处理
用砂纸、抹布、酒精等工器具清理待封堵表面,清除封堵表面上的锈垢或氧化物、脏污等污染物,避免影响密封剂对堵漏表面的浸润[7]。粘接强度随粗糙度增大而增大,因此还需用电动打磨头、锉刀对表面进行粗化,提高封堵胶粘接密封强度[8]。
4)导流管加工根据导流位置,对导流管进行加工,用锉刀在导流管中间部位设置开口,如图 2 所示,导流工具也可根据现场实际情况,采用气门阀。

5)SF6气体疏导
为实现气室疏导,使气体按照计划路径流动,这一过程用速干胶与导流管配合。在封堵环节不完全使用速干胶的原因是速干胶的粘接特性及固化后的强度不足,因此速干胶只做导流,不做封堵,步骤如下:
(1)留出#大导流漏点,保证速干胶充分压入其他可能出现渗漏转移的部位与周围缝隙,目的是减小速干胶与气体的接触面积,进而减小气体压力,并保证密封剂对金属表面的浸润。
(2)导流管底部与漏点相连,将该小气室用胶与外界空气隔离,SF6 气体只从导气管的顶部出口渗漏,如图 3 所示。

6)封堵胶调制
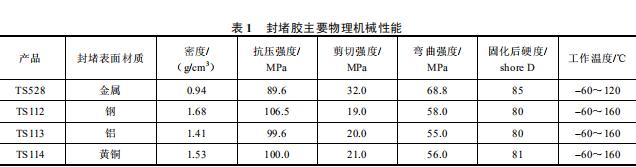
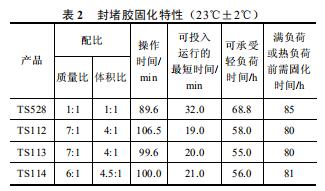
由于封堵表面为铜质,为保证粘接性与热胀冷缩效应,选择 TS114(铜质封堵胶),主要封堵剂物理机械特性见表 1,固化特性见表 2[9]。从表中参数可以看出,表中所列封堵胶完全适用于 0.2~1.0MPa的封堵气室渗漏压力封堵,在渗漏气室有压力的情况下,就可对漏点进行“先疏后堵”封堵。下文中描述的封堵胶均指铜质封堵胶,按照体积比 4.5:1进行调配,调配时保证 AB 胶搅拌充分均匀,胶水中不能混有气泡,使用完毕后将封堵胶及时封盖,以免固化。
7)封堵胶涂抹
将封堵胶均匀反复涂抹于漏点四周(金属表面),保证待修表面完全被封堵胶浸润[10-11],涂抹时切忌将封堵胶涂抹于导气管出口,导致导流口堵住,如图 4 所示。

8)纤维带包扎
封堵胶未凝固前,流动性强,为不使封堵胶滴落,同时保证与封堵表面充分接触,需要对其进行塑形。另外,SF6 设备堵漏后,长期经受风吹日晒、热胀冷缩等外力,为延长寿命,加强韧性,在堵漏过程中,使用纤维带进行包扎,达到塑形与增加韧性的目的。将纤维带用封堵胶浸润,并均匀包扎于封堵胶外层,起到对封堵胶塑形、提高封堵胶韧度的作用,纤维带包扎不能堵漏导流口,否则将导致其他部位承受 SF6 压力,如图 5 所示。

9)漏点检查
检查封堵后的整体是否出现其他漏点,若出现其他漏点,应及时进行清理,重新堵漏,检查过程应排除导气管漏出来的 SF6 气体,如图 6 所示。

10)导流口封堵
待封堵胶凝固 81h 后,封堵胶应充分凝固后用螺丝封住导流管,如图 7 所示,进行检漏。若导流口已封住,堵漏完毕;如导流口依然有渗漏,应为导流管螺纹有空隙所致,可拧好螺丝用速干胶进行封堵,或在螺纹处涂抹胶,tianbu螺纹缝隙,即可封住气体。

11)作业面清洗
工作结束后对接触封堵胶处的身体部位、工器具进行清洗,扔掉废旧物品,整理归档堵漏工器具、材料。
3 渗漏治理建议
若采用停电解体处理,通过抽气、解体、抽真空、补气以及进行电气试验等流程,至少需停电 3天,工作人员共 5 人;若采用带电堵漏方法,可不用停电,1 天工时,工作人员 2 人即可完成,因此对带电堵漏这一方法的探索意义重大。根据实际情况,采用两种方法结合,逐步推进渗漏问题治理。针对大范围存在的渗漏问题,提出如下治理建议:
1)从检修成本上考虑,建议以堵漏为主,不断改进堵漏方法和工艺,提高堵漏成功率[11]。
2)若有停电机会,建议结合停电检修期间进行彻底处理,以提高设备的可靠性。
3)气体绝缘金属开关设备渗漏是普遍存在的问题,不管是停电处理还是带电堵漏都只是问题发生后的解决手段,#为重要的是应从源头抓起,确保
投运设备的质量。严格在设备设计、制造、安装等环节做好过程监督,确保设备制造和安装工艺质量,从根源上减少或者杜绝渗漏问题的发生。
4 结论
本文以断路器 SF6 压力表的三通阀为案例,描述了 SF6 气体渗漏带电、带压封堵流程,通过采用新型堵漏技术,解决充气设备渗漏的带压封堵难题。同时,针对目前大范围存在的 SF6 渗漏问题,提出了根据实际情况,可采用带电堵漏与停电检修相结合的方法推动渗漏设备治理。








 关注我们 实现共赢
关注我们 实现共赢