
摘 要 针对挤压造粒机组发生的“灌肠”事故,对其原因进行了分析,重点对仪表因素进行逐条分析,还分析了发生事故的间接原因,给出了进一步的改进措施。
中国石化齐鲁石化公司塑料厂聚丙烯装置建于 1987 年,1990 年 7 月建成投产。工艺包引进的是 HIMONT 公司的液相丙烯环管聚合法,设计生产能力为年产 7 万吨。装置主要由催化剂单元、聚合单元、闪蒸回收单元、共聚单元、汽蒸干燥单元、排放单元、原料精制单元、造粒单元和粒料均化单元组成。
1 工艺流程与事故介绍
挤压造粒机组是日本制钢公司的 CMP 280X型造粒机[1]。挤压造粒机主要由主电机、筒体、开车阀、齿轮泵及切粒机等组成,外围设备有切粒水箱、切粒水泵及干燥器等,挤压造粒机组如图 1 所 示。控制系统为 OMRON 公司的 PLC,2014 年更新为西门子公司的 S7-400H 系统。
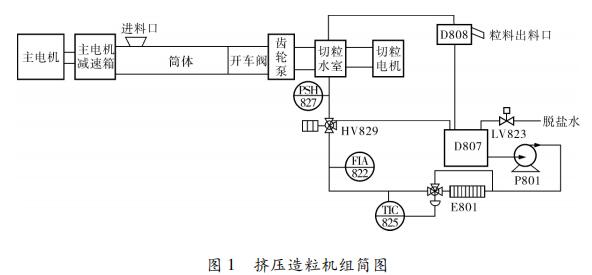
聚丙烯粉料由机组的筒体段进入挤压造粒机,在由主电机驱动的螺杆带动下,通过开车阀进入齿轮泵。粉料在经过 250℃ 筒体的过程中,因受热物料形态由固态粉料变成熔融状。在齿轮泵的作用下物料压力提升到 10MPa 以上,熔融状物料通过模板孔进入切粒水室,在旋转切刀的作用下被切成颗粒。
造粒机组切粒出来的颗粒目前都是使用循环水把颗粒带出切粒水室,再进行水和颗粒分离。切粒水由循环水泵 P801 从水箱 D807 抽出送入切粒水室带走物料颗粒,在 D808 中完成水和颗粒分离后回到水箱,循环使用。切粒水管路在进入切粒水室之前设置了三通阀 HV829,切粒水可以通过 HV829 的旁路侧直接返回水箱。设置三通阀的目的是在挤压造粒机开车前把循环水系统运行起来,通过三通阀旁路侧使循环水建立小循环,开车时切换三通阀把切粒水通入切粒水室。停车时切换三通阀使切粒水保持小循环,不需要停循环水泵。
切粒水的作用一是作为输送载体带走颗粒物料,二是作为冷却介质给颗粒降温。正常生产时,切粒水的流量必须能够带走生产出来的颗粒,并能吸收颗粒释放出的热量,否则会造成切粒室内颗粒的重新聚集、凝固,严重时发生物料堵塞管道的事故,工 艺 俗 称“灌 肠”。切粒水的温度由TIC825 温度调节回路控制,一般控制在 70℃。为了避免发生事故,设置了 FIA822 做切粒水流量监控,并在挤压造粒机的停车联锁里设置了水流量低的联锁条件,当水流量低报警时触发挤压造粒机组联锁停车,保证生产安全。
2018 年聚丙烯造粒机组先后发生两次“灌 肠”事故。第 1 次发生事故时,物料在切粒水室至D808 之间的管线中结块,D808 无法进行物料分离,致使 D808 的挡板被冲开,水由 D808 冲出无法返回 D807,使水箱抽干水流量低联锁停车。第 2 次事故时操作工发现切粒机参数异常手动停车。停车后检查发现,物料堵塞了从切粒水室至D808 的整条管线。
2 事故原因分析与处理
引起“灌肠”事故可能的原因有: 严重垫刀;断刀; 退刀; 切粒机故障,电机转速过低或停转; 切粒水流量不足; 切粒水温过热。
事故发生后调取事故发生前的报警记录和工艺历史数据,没有发现能引起事故的不正常工艺参数或报警信息。对事故现场检查没有发现垫刀、断刀、退刀的特征。第 2 次发生的“灌肠”事故极其严重,从切粒水室至 D808 近 50m 管线全部堵塞。
仪表专业人员认真分析了发生“灌肠”的原因。排除机械设备故障的原因外,引起“灌肠”的原因是切粒水流量不足或水温畸高。现场确认切粒水水温正常,排除水温高造成颗粒物料再次聚集结块的可能。从历史记录看切粒水流量在两次事故中显示都正常。分析在“正常数据”的情况下实际流量不足的原因,一是流量变送器误指示,测量值偏高,实际流量低; 另一种可能是三通阀HV829 内漏。三通控制阀有3 个出入口与管道相连,按作用方式可分为合流和分流两种。分流是把一种流体通过阀后分成两路,当阀在关闭一个出口的同时就打开另一个出口,这种阀有一个入口和两个出口[2]。这台三通阀是由一个执行机构和两个阀体组合而成的开关阀。执行机构是气动薄膜执行机构,阀体是两台各自好立的蝶阀,旁路方向的阀体通过连杆和执行机构相连。气动薄膜执行机构结构简单、动作可靠、维修方便、价格低廉,是一种应用#广的执行机构[3]。蝶阀阻力损失小、结构紧凑、寿命长,特别适用于低压差、大口径、大流量气体和带有悬浮物流体的场合[4]。正常生产时,阀门正路( 切粒水室) 侧阀全开,旁路( 返回水箱) 侧阀全关; 停车时正路侧阀全关,旁路侧阀全开。
针对流量显示回路的第 1 种可能性,shou先检查流量变送器。该流量计是孔板 - 差压变送器组成的测量系统。差压流量计发展较早,经过长期的实践,积累了可靠的实验数据和运行经验,成为工业上应用#广泛的管道流量计[5]。根据差压变送器的工作原理分析,施加到差压变送器上的压差增大会引起变送器输出值增加。变送器测量值偏高的原因有变送器故障和引压管路不畅两种情况。孔板低压侧取压法兰孔、引压管的不畅都会使施加到变送器的压差增大,变送器输出增大。在使用中,要保持节流装置的清洁。如在节流装置处有沉淀、结焦及堵塞等现象,也会引起较大的误差[6]。通过引压管排污阀排水检查,确认孔板的取压法兰孔、引压管不存在堵塞不畅的情况。
在变送器表头的放空丝堵处检查,排除了三阀组不畅引起差压增大的可能。变送器采用打压试验验证,变送器工作性能正常。通过检查排除了测量回路和流量计故障引起测量值偏大的情况。针对第 2 种可能性,打开 HV829 阀门的管道安装法兰做阀芯位置检查。打开连接法兰后看到在处于生产状态时,旁路侧阀板有约 15°的开度。做阀门动作试验,都表现为正常生产时,旁路阀门有 15°的开度; 阀门切旁路时,旁路阀全开。这样就造成了正常生产时部分水通过旁路流回了切粒水箱,使进入切粒水室的实际流量偏低。当工艺提高造粒机负荷时,使切粒水室处的切粒水压力增高,HV829 旁路侧阀门开度增大流量增加,切粒水室水压降低。当切粒水压力不足以把切粒水扬升到 D808 所处的高度时,引发了“灌肠”事故的发生。继续打开阀门气动执行机构的上膜盖,取出膜片检查,发现膜片发生了脱膜穿孔。由此确定在阀门切到生产侧时,由于膜片漏气,执行机构出力不足,使生产侧阀门不能全开,旁路侧阀门不能全关,部分水由旁路侧直接返回了切粒水箱,进入切粒水室的水流量不足是引起“灌肠”事故的直接原因。更换了新膜片,确认阀门动作可靠后安装复位。
3 事故发生的间接原因
分析发生事故的其他原因: a. 进入切粒水室的真实水流量没有得到监控。切粒水流量变送器 FIA822 安装在 HV829 前的主管路上。如果旁路阀内漏会有部分水从旁路阀回到切粒水箱,进入切粒水室的实际流量不足,但是 FIA822 体现不出来,进入切粒水室的真实流量得不到监控; b. 切粒水压力没有得到监控; c. D807 水箱液位由浮筒式液位开关控制补水阀保持水箱有足够的储水量。由于机械开关存在拒动和开关自身的状态不受控等情况,报警开关控制水箱水位存在不能及时补水的风险。 4 改进方案针对以上分析,做了相应的改进,改进后的挤压造粒机组如图 2 所示。
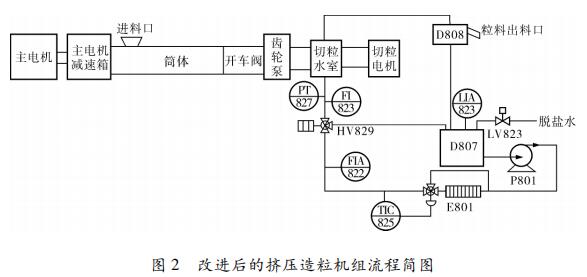
具体改造方案为: a. 在 HV829 阀门后面进入切粒水室的管道上安装一台外贴式超声波流量计,用来监控进入切粒水室的真实水流量。在 HV829 阀门后面进入切粒水室的管道上增加一台流量计的原因,是还需要在水系统小循环的时候观察和调整切粒水流量,保证切粒水流量满足要求。外贴式超声波流量计是生产#早,用户#熟悉,且应用#广泛的超声波流量计。安装换能器wuxu管段断流,即贴即用。它充分体现了超声波流量计安装简单、使用方便的特点[7]。超声波流量计适用于纯净的或含少量杂质的液体,能对高粘度、强腐蚀、非导电的液体进行测量,但不能测量悬浮颗粒和气泡超过某一范围的液体[8]。传播时间法超声波流量计,如果流体中的颗粒或气泡较多,会使接收器接收不到信号,造成无法测量。因此这台流量计只能安装在切粒水进入切粒水室前的管段上。新安装的流量计直观地检测了进入切粒水室的水流量。通过两台流量计测量值的比较还可以判断出HV829 是否存在内漏现象,为预知性维修提供依据。b. 切粒水系统在切粒水室前的管道上设置了压力开关 PSH827,当压力高报警时触发联锁自动停车。开关的缺点是不能体现被测量的实时变化。根据安全仪表系统宜采用模拟量测量仪表的原则[9],把压力开关更换为压力变送器 PT827,利用压力变送器的测量值做出压力的高报警点来实现联锁功能。在流程图画面上做显示点,可以实时看到压力情况,并形成历史记录以查看压力变化情况。c. 把控制补水的液位开关更换为液位变送器。利用顶装式浮筒开关的安装法兰,安装一台投入式液位计。投入式液位计是将压力传感器投到容器底部,测容器底部压力,然后通过电缆将信号传到容器上部,经放大转换而得到容器液位的一种仪表[10]。使用液位变送器的测量值做出液位的高、低报警点,来实现液位低报警打开阀门补水,液位高报警补水阀门关闭,保持水箱液位在正常范围内。在流程图画面上做显示点,可以实时看到液位情况。如果液位显示值明显偏离正常情况,操作人员可以现场检查确认,确保水箱水位正常。
5 结束语
通过改进,完善了对进入切粒水室的切粒水息,可以监控环境温度对设备状态的影响,增加仪表伴热的主动维护性和预测性,这是近年来新兴的一种先金维护方式———预测性维护的体现。冬季仪表维护是一件精细和烦琐的事,需要很大的财力和人力,而通过对仪表表体温度的采集、监控解决了两个关键问题: shou先,避免了因环境温度过低、仪表冻凝或在超出仪表使用温度范围下的设备损坏而造成的装置联锁停车事件; 其次,对现场环境温度进行监控,在冬季根据现场温度情况控制伴热温度,从而节省不必要的能源损耗。因此,利用 HART 协议和 VS 技术实现仪表冬季智能化监控具有一定的应用前景。












 关注我们 实现共赢
关注我们 实现共赢